關鍵詞 |
廣東塑料食品桶,食品桶尺寸大小,莆田食品桶,福建耐用食品桶 |
面向地區 |
全國 |
塑料品種 |
PP |
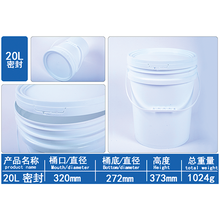
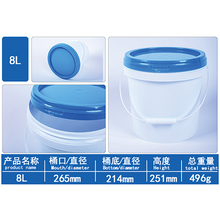
容量 |
5L以上 |
重量 |
180g |
口徑 |
400mm |
可否印LOGO |
可以 |
材質 |
HDPE |
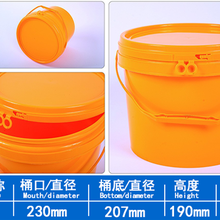
顏色 |
黃色 |
膠桶應遮篷儲存,避免曝曬,儲藏溫度(temperature)在40℃以下,-18℃以上。堆放在托盤上的塑膠(相關聯事物:塑料)桶用纏繞膜打包固定(fixed),打包時應避免塑膠桶與塑膠桶之間相互擠壓變形,變形量≤5%;打包后托盤的堆放層數應不多于2層,堆高時上下層應對準,使上層的重量均勻地施加于下層;堆放處地面應平整,并處于水平位置。
注塑溫度注射溫度與原資料的種類和特性,注塑機的類型及制品厚度等要素有關。對結晶性樹脂,如聚乙烯、聚丙烯等,注射溫度應其熔點。對無定形聚合物,如聚苯乙烯、聚氯乙烯,注射溫度要其粘流溫度。熔體批數低的樹脂比熔體指數高的樹脂注射溫度要高一些。運用柱塞式注塑機比螺桿式注塑機加工溫度要高一些。薄壁型坯比厚壁型坯所需求的注射溫度高。普通聚苯乙烯的注射溫度為140℃~240℃,聚乙烯為150℃~280℃,聚丙烯為205℃~285℃,聚氯乙烯為160℃~190℃。注射模具溫度普通為40℃~80℃。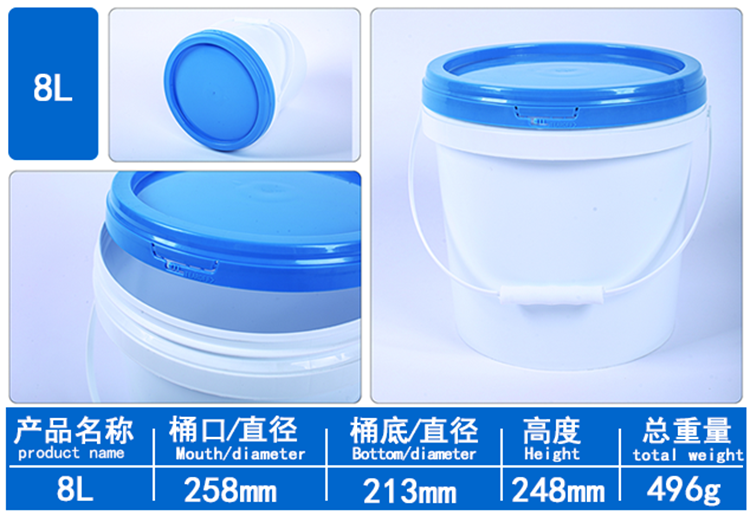
如何提高塑料桶的表面光澤度
一、提高射料壓力,在注塑的壓力、速度、時間和用料量上都要有所提高,同時還要提高背壓,使化工塑料桶充模更加豐滿。
二、要增加化工塑料桶溫度使其流動順暢。降低化工塑料桶的溫度可以減少其收縮率,適當地提高注塑模具的溫度,尤其要升高容易形成真空泡的部位的局部模溫,可以降低氣泡出現的機率。化工塑料桶
三、改進化工塑料桶模具的排氣狀況。
四、如果化工塑料桶模具中的化工塑料流動不均勻,致使空氣被困在里面,這時可以采用在模具上利用真空進行排氣的方法來解決這個問題。
五、當化工塑料桶進入溫暖的環境中后,其水份會在冷化工塑料桶上凝結,采用烘干化工塑料桶可以對這種情況補救。
塑料桶脆性與生產模具、原材料的使用和生產設備密切相關。如果在制造過程中難以脫模,應提高型腔溫度,縮短冷卻時間。當型腔難以脫模時,應降低型腔溫度,增加冷卻時間;機筒和噴嘴溫度相對較低,需要提高,以有效降解材料。模具溫度過高,脫模困難,模具溫度低,塑料冷卻過早,接縫融合效果不好,會開裂;這些原因會導致塑料桶發脆,廠家應注意避免這些問題。
在生產過程中,我們應該了解原材料的性能,合理科學地調整制造工藝。材料加熱后,溶膠流動性能使桶壁光滑,適當增加部分低壓樹脂,提高筒體溫度;可能受外部條件影響。原材料在生產過程中含水量較大,會有大量水蒸氣導致塑料桶壁暗淡。解決辦法是用干燥材料解決。塑料桶有多種顏色可供選擇,白色是傳統的塑料桶,藍色和黑色是避光桶,能有效阻擋紫外線,性能更好。
塑料桶具有整體聚乙烯一次成型無接縫、抗沖擊、、重量輕、無泄漏、耐酸堿、壽命長、符合衛生標準,使用性能遠優于傳統FRP容器、塑料焊接容器、鋼襯橡膠容器,塑料桶適用于食品包裝化學包裝染料包裝混凝土添加劑包裝。堆放穩定,易于長途運輸和周轉,耐酸堿、耐腐蝕。

東方塑(廣東)實業有限公司注冊資金5000萬元,占地面積約20000+平方,公司技術力量雄厚、工藝設備、產品設計新穎、選料、質量、桶樣造型美觀;本公司生產1L至50L多種規格的各色塑料包裝桶。產品被廣泛應用于食品包裝桶、藝術涂料、洗衣粉、化肥、防水涂料、潤滑油、漆業、汽車美容、防凍液、潤滑脂、粘合劑、農藥、農藥中間體、獸藥、飼料添加劑、食品級PP原料外包裝、食品添加劑、化妝品、日化用品及醫藥領域等。